
桂林gbt8162結構用無縫鋼管生產工藝都是非常豐富的,一般是依照對應的步驟進行加工和制造的:
桂林gbt8162結構用無縫鋼管關鍵生產工序(△關鍵檢測工序):
管坯準備及查驗△→管坯加溫→破孔→軋管→鋼管再加溫→定(減)徑→熱處理△→成品管矯直→鑄軋→檢測△(無損、理化、臺檢)→進庫

冷扎(拔)桂林gbt8162結構用無縫鋼管關鍵生產工序:
胚料準備→酸洗潤化→冷扎(拔)→熱處理→矯直→鑄軋→檢測
一般的桂林gbt8162結構用無縫鋼管的生產工藝可分為冷拔與熱扎兩種,冷扎桂林gbt8162結構用無縫鋼管的生產流程一般會比熱扎要復雜,管坯首先開展三輥連軋,擠壓后要進行定徑檢測,如果表面沒有響應裂痕后圓管要經過割機進行切割,切成長短約一米的胚料。然后進入退火步驟,退火得用酸性液體開展酸洗,酸洗時要注意表層是否有大量的出泡產生,假如有大量的出泡產生表明鋼管的品質達不到對應的規范。造型上冷扎桂林gbt8162結構用無縫鋼管要短于桂林gbt8162結構用無縫鋼管,冷扎桂林gbt8162結構用無縫鋼管的厚度一般比桂林gbt8162結構用無縫鋼管要小,可是表面看起來比厚壁桂林gbt8162結構用無縫鋼管更為光亮,表層沒有太多的粗糙,規格也沒有太多的毛邊。
1.45鋼淬火后沒有淬火以前,強度超過HRC55(最高可達HRC62)為達標。
實踐應用的最高強度為HRC55(感應淬火HRC58)。
2.45鋼不要選用滲碳淬火的熱處理方法。
調質處理后零件具有較好的綜合機械性能,廣泛應用于各種關鍵的構造零件,特別是那些在交變負載下工作的曲軸、螺栓、齒輪及軸類等。但表面硬度較低,不耐磨。可用調質+感應淬火提升零件表面硬度。
滲碳處理一般用于表層耐磨、芯部抗沖擊的輕載零件,其耐磨性比調質+感應淬火高。其表面含碳0.8--1.2%,芯部一般在0.1--0.25%(特殊情況下選用0.35%)。經熱處理后,表層可以獲得很高的強度(HRC58--62),芯部強度低,抗沖擊。
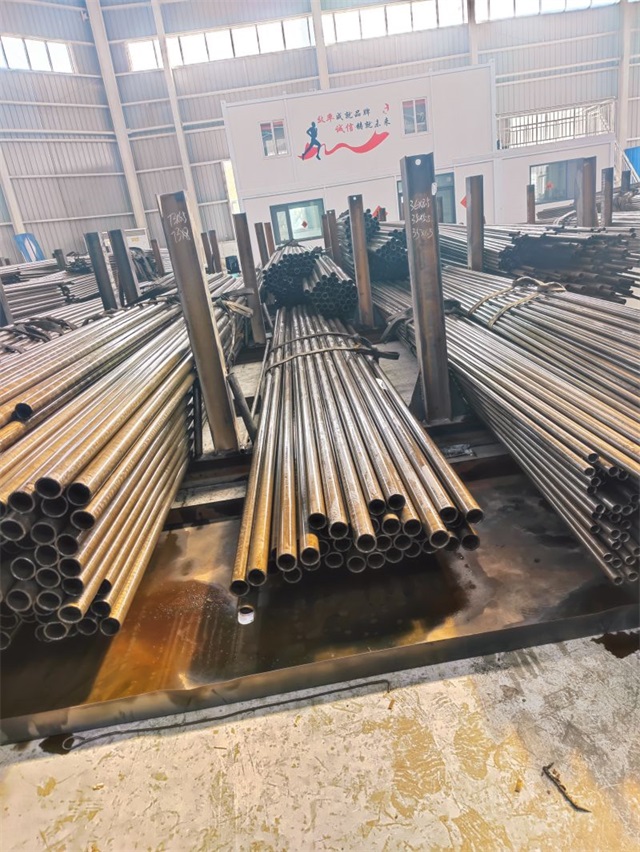
桂林gbt8162結構用無縫鋼管是一種具有空心截面、周邊沒有接縫的條形鋼材。鋼管具備空心截面,大量用作運輸液體管道,如運輸原油、天然氣、煤氣、水及一些固態物料管道等。鋼管與園鋼等實心鋼材相比,在抗彎抗扭強度相同時,凈重較輕,是一種經濟截面鋼材,普遍用于制造零部件和機械零件,如石油鉆桿、汽車傳動軸、自行車架及其建筑施工中用的鋼腳手架等。用鋼管制造環狀零件,可提高材料利用率,簡化制造工序,節省材料和生產工時,如翻轉軸承套圈、千斤頂套等,目前已普遍用鋼管來制造。鋼管還是各種常規武器不可或缺的材料,槍管、炮筒等都要鋼管來制造。